Nordsol's bio-LNG process in
10 questions and answers


Nordsol has developed the patented Flash-to-Sweep™ technology, which boosts the performance of the membranes by sweeping (flushing) the low-pressure permeate side of the membrane with flash gas from the liquefaction unit.
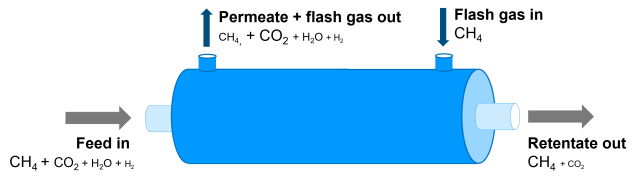
Sweeping the permeate side of membranes is very common in applications like gas drying. However, the use of flash gas as sweep gas is an innovative approach, which allows for the removal of both CO₂, water and even hydrogen down to very low concentrations in a simple single step, or so-called “unit operation”.
This energy-efficient gas treatment method is unique within the LNG industry. All LNG facilities in the world, both large and very small scale, apply the combination of amine CO₂ absorption, followed by (in series) gas dehydration by molecular sieves (Temperature Swing Adsorption – TSA).
LNG peak shaving facilities and some bio-LNG plants which are equipped with CO₂ bulk removal by membranes, use molecular sieves for combined CO₂ and water trace removal (polishing). Although limited to few % CO₂, this has many advantages compared to amine gas treating. In case of combined CO₂ and water removal by molecular sieves, the regeneration gas is returned to the biogas compressor or injected into the gas grid (LNG peak shavers). Thereby the need for amine scrubbing required for deep CO₂ removal is eliminated. However, the combined CO₂-water removal by molecular sieves requires frequent mode switching (cycles) and is not efficient because of a relatively high regeneration gas flow (recycle). Alternatives like regeneration with hot air, have significant downsides.
Moreover, technology and equipment suppliers do generally not integrate different, potentially competing technologies into the process. Gas treating and liquefaction technologies are commercially kept entirely separate to allow different combinations of technologies and only a few companies can design and offer both technologies, nicely integrated in one plant.
As an LNG technology integrator, Nordsol seized this opportunity, patented its iLNG process lineup, and tested the Flash-to-Sweep technology with various standard, off-the-shelve 4-port membranes. The Flash-to-Sweep technology reduces the CO₂ concentration in the retentate of the membrane by a factor of more than 200; e.g. from 4 mol% to 200 ppm. Without the sweep gas, the reduction of CO₂ concentration in the retentate would be only factor 10. The resulting integrated process is simple to operate, produces on-spec gas instantly after start-up, is continuous, waste-free, and energy-efficient.

Because of the continuous nature of the membrane gas separation process, the biogas feed flow to the facility is extremely constant with deviations of <1% around the capacity (biogas flow) setpoint. This is a unique and critical feature since a biogas buffer between digester and bio-LNG plant is usually not present or very limited. Unwanted variations of biogas flow to the bio-LNG unit by for example a mode-switching TSA unit, can easily result in frequent flaring of some biogas
To liquefy the biomethane, its temperature must drop to -145°C or lower. There are several refrigeration technologies that can do this, each with their own operational challenges, efficiency and complexity. The Linde cooling cycle, developed by Carl von Linde in 1895, is a simple refrigeration technology that employs gas expansion through a throttling valve. While easy to implement, its efficiency is low and inherently limited due to the fundamental laws of thermodynamics. Still, the Linde refrigeration cycle is widely used in cryogenic industries and the bio-LNG industry in particular.
To approach a theoretically perfect thermodynamic process, a highly complex and costly installation is necessary. The following basic refrigeration cycles for (bio-)LNG can be distinguished, listed in increasing order of complexity and energy efficiency.
- Liquid nitrogen (LIN) open-cycle
- Stirling cycle
- Linde cycle
- Reverse Brayton cycle
- Mixed Refrigerant (MR) cycle
- Cascade, mixed fluid or pure component cycles
There are many variants and permutations of these processes, but they can all be categorised according to the six groups mentioned above.
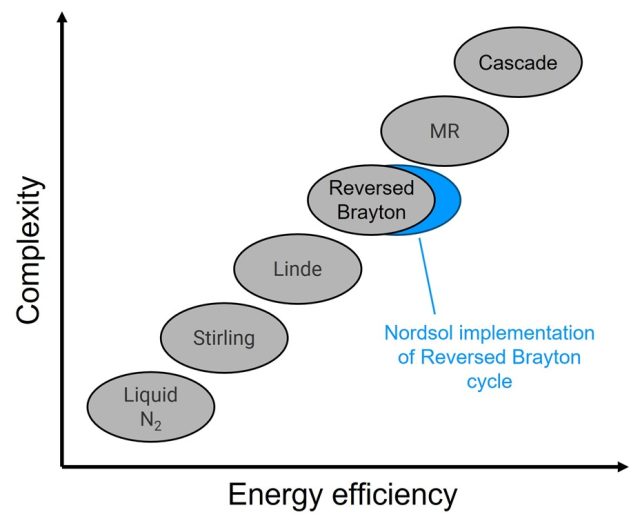
Nordsol has designed its process based on the reverse Brayton cycle, which is a good compromise between efficiency and complexity. Nordsol uses methane derived from the biogas as the ‘working fluid’ or refrigerant, which makes it the most efficient reverse Brayton cycle in the required temperature range. Only a few kilos of methane vapor are present in the closed refrigerant cycle. The chosen technology combines the best of two worlds: low equipment count, low refrigerant inventory (safety), easy to operate, while maintaining a relatively high efficiency.

business opportunity.
Want to know if producing bio-LNG out of your biogas is profitable?
Let's explore together. Contact Niels now.
The iLNG process was applied for the first time at a commercial scale in Nordsol’s bio-LNG plant in Amsterdam Westpoort. In this installation, 900 Nm3/hr biogas is efficiently and reliably converted to 10 tons per day bio-LNG and 15 tons per day of biogenic liquid CO2. The plant was opened in October 2021 and can now run at 110% of design capacity.

The first six months of operation were used to solve several challenging but common technical problems that arise when adopting a new technology. Most challenges were related to unstable flow dynamics, trip transients, vibrations and mechanical issues. After this period resulting in some control and hardware modifications, the plant operates efficiently and reliably, 24/7, and most of the time unmanned. The detailed process simulation model in Unisim was the basis for all equipment design and shows a very close match with actual plant operation.
In the fall of 2022, the technology and the process were optimised to further increase energy efficiency and production capacity. Energy consumption for the entire process from raw biogas to ready-to-use bio-LNG is between 1.3 and 1.4 kWh/kg bio-LNG, which is very low. The process only uses electrical energy, no heat, no consumables and has no vent nor waste streams.
The plant in Amsterdam also produces liquid CO2 which is present in the biogas. By liquefying the separated biogenic CO2 and reusing this in greenhouses or industry, the carbon intensity of the produced bio-LNG decreases significantly and the overall value is increased.
The practical experience with the plant in Amsterdam has taught us that the integrated iLNG process for biogas treatment and liquefaction is economically attractive between 500 – 6000 Nm3/hr raw biogas, thanks to a competitive CAPEX and low energy costs.
Michiel is devoted to the development of sustainable biofuels, e-fuels and new process routes for biogenic CO2. He's an expert in Gas & LNG plant design and operation, (co)-author of 14 patents, and very committed to share his in-depth knowledge.

